







2020/07/10
1333
大批量小型结构件加工方案
2020年广州国际金属加工工业展览会新展期定于2020年8月11-13日在中国进出口商品交易会展馆A区举行。邀您关注今日新资讯:
前 言
专用机床或自动化加工设备实现零件多工序加工,通常采用回转工作台(即转台)结构形式,转台上根据加工工序的要求布置多个夹具,转台每个工序夹具外侧的固定工作台上相应布置有零件和各工序的加工设备。一个工序加工完成后,夹具及零件跟随转台转至下一个工序,转台最后一个工位是装卸工位(取下加工好的零件,同时放上未加工零件)。
对于特别的加工工序要求,例如回转体零件磨削、外表抛光处理,零件需要在夹具的带动下旋转,这样零件及夹具除了跟随转台转动外(公转)外还有自转。

图1 圆台多工位机床
一、一种多工位自旋转夹具控制装置
1.结构介绍
多工位自旋转夹具控制装置构如图2所示。其中左边视图表示转台上某一工位夹具处于夹紧、自旋转的工作状态,右边视图表示某一工位夹具处于停止自转、夹具松开的装置卸工位状态。
如图2所示:定子由螺钉固定在固定工作台上,转子由螺钉固定在回转工作台上,定子和转子之间有轴承,中空的定子下方连接总进气管,中空的转子根据转台夹具工位数分出多个出气口,并和各夹具的阀座之间用气管和接头联通起来。
夹具17(气动三爪卡盘)通过螺钉固定在阀体上,阀体与主轴通过螺纹连接并紧为一体,主轴通过主轴轴承、齿形帯轮及锁紧螺母安装在阀座上、其中主轴与齿形帯轮通过键连接在一起,阀座用螺钉固定在回转工作台上。这样,齿形皮带带动齿形帯轮、主轴、阀体、夹具17及零件一起旋转。顶杆在主轴中间的孔内滑动。
在阀芯上方与阀体内孔的顶面之间装有使阀芯复位的弹簧。凸台用螺钉及定位销安装在固定工作台上,其具体位置在转台夹具装夹那个工位下方,凸台顺着顶杆运动轨迹有上、下两个斜坡,中间有一段平面,平面长度控制夹具17松开时间。
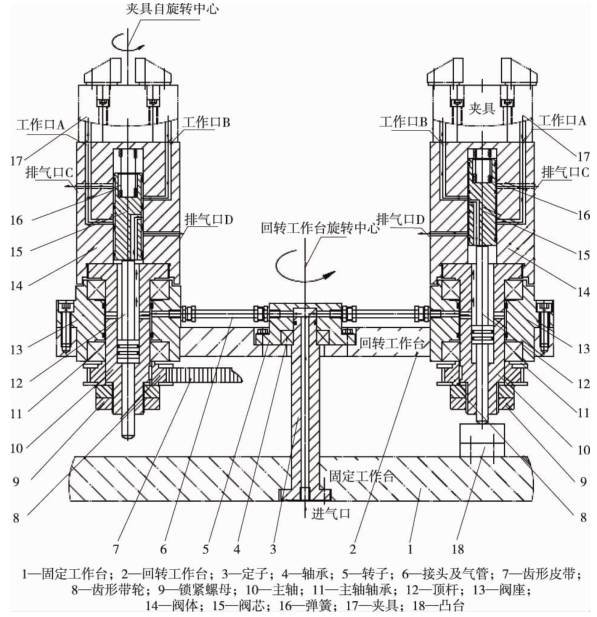
图2 夹具结构示意图
2 工作原理
如图2左边视图所示:工件及夹具在齿形皮带的驱动下不停地转动,而主轴內孔的顶杆处于自由状态,阀芯在弹簧的作用下处于下方位置。此时,压缩空气经由定子和转子及气管和接头进入阀座,再经由主轴內孔及阀芯的中间环腔到达工作口A,控制夹具夹紧零件;而夹具另一端排出的压缩空气由工作口B进入阀体,经由阀芯最上面的环型腔通到排气口C排出阀体。
如图2右边视图所示:齿形帯轮与齿形皮带脱离啮合,工件及夹具停止自转,顶杆处于工作状态,即顶杆被凸台顶起,阀芯在顶杆的作用下克服弹簧的压力被顶到上方位置。此时,压缩空气经由定子和转子及气管和接头进入阀座,再经由主轴內孔及阀芯的中间环腔到达工作口B,控制夹具松开;而夹具17另一端排出的压缩空气由工作口A进入阀体,经由阀芯最下面的环型腔通到排气口D排出阀体。
二、四工位自动松夹夹具应用
1.设计发展前景
四工位自动松夹夹具特别适用于像羊角销这类小型结构件的加工,通过回转台进行工位转换,在加工工位和装卸工位转换时油缸实现自动松夹,使每件的加工时间由原来的1 min/件提高到0.108 min/件,每个工位可以装夹四个工件,三个加工工位能同时完成三道不同工序的加工,装卸工位可以不间断的装卸工件,实现机床使用的连续性。

图3 夹具主视图与俯视图
2.结构组成及原理
如图3所示,通过底板1与数控回转台固定连接,然后由四根立柱2将底板1与上盖3连接在一起,底板1上有V型支撑11,弹簧片12和支架13,在上盖3上安装有四个油缸6,分别为四个工位提供松夹动力源,活塞杆7上安装压板8和两个压块9,压板8与压块9通过导向套5和导杆4实现准确夹紧工件,在支架13上安装有顶杆10,当压块9在压紧零件的同时,会借助弹簧片12的弹力作用,使零件在轴向上顶紧顶杆10来保证工件的轴向位置正确。两件拨杆16安装在配油轴14上,跟机床防护固定,不作旋转动作。
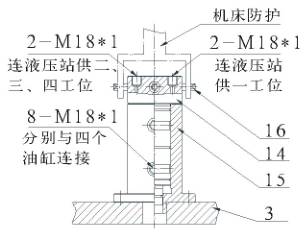
图4 松紧转换机构详图
如图4所示,配油轴14上有两对螺孔分别与液压站上的两组阀连接,给本夹具提供动力源,配油套15上呈90°方向分布着四对螺纹分别与其对应的夹紧油缸6连接,配油套15与夹具上盖3连接在一起随数控回转台作90°旋转动作,通过配油轴14和配油套15的相对旋转实现加工工位与装卸工位的油缸松夹自动转换,无论哪个方向的油缸随转台转到装卸工位时都自动松开,当离开装卸工位时自动夹紧。
结 语
多工位夹具在机床加工中具有可以减少辅助时间,提高加工效率的特点。
文章来源:OFweek智能制造网
2020年广州国际金属加工工业展览会新展期定于2020年8月11-13日在中国进出口商品交易会展馆A区举行;展会更多资讯,详情请登陆官网 https://asiametal.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

致力打造亚洲金属加工技术装备市场的优质平台
欢迎莅临广州国际金属加工工业展览会!
主办单位官方微信

