







2020/03/27
1031
大吨位履带起重机折线卷筒加工工艺改进
为响应及全力配合做好新型冠状病毒感染肺炎疫情防控工作,原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际金属加工工业展览会将延期举行。新展期将另行通知,最新消息敬请关注官网:https://asiametal.gymf.com.cn 邀您关注今日新资讯:
卷筒是起重设备主要受力件之一,其结构为带绳槽的卷筒体外圆两端处各有一外法兰,内孔内距两端一段距离处各有一内法兰。原卷筒采用球墨铸铁件,常在其法兰处产生砂眼、渣眼等缺陷,且在使用过程中,此卷筒经常出现乱绳现象,不但铸件报废率高,而且还要花费大量的时间处理折线过渡处。为了解决这一问题,卷筒改为焊接结构件,取得了良好效果。
焊接结构件加工难点
卷筒加工主要工作量为绳槽、出绳孔加工,内法兰孔、端面加工及外法兰端面加工。其加工量与普通焊接卷筒比较并没有增加很多,但因其结构原因,无法实现焊接成整体结构后,一次性加工完成,导致增加了加工难度,在加工过程中有如下难点:①对于卷筒整体结构,卷筒体与外法兰相接处的绳槽因折线半绳槽加工及退刀原因,无法加工。②卷筒体内孔与绳槽有同心度要求,同时卷筒体内孔与联接螺栓孔(见图1)有同心度要求。而绳槽、内孔及螺栓孔无法在同一机床上同时加工到位。③卷筒内法兰端面及外法兰端面与绳槽有距离要求,但加工绳槽时,因需要两端留夹头量及退刀量,而绳槽的加工、卷筒内法兰端面的加工及卷筒外法兰端面的加工在不同的工序及机床上完成,因为多道加工,会出现基准被前道工序加工掉的情况,导致后续加工无基准,无法保证相关尺寸。
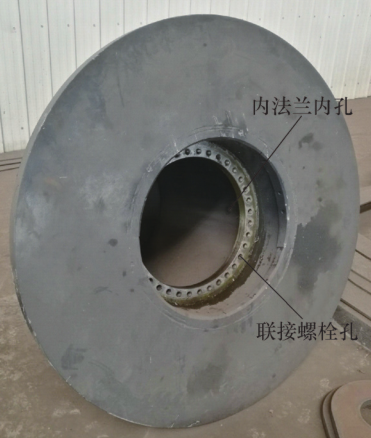
图1 卷筒体内孔与联接螺栓孔
确定加工基准
将出绳孔作为基准,加工绳槽时出绳孔为起刀点,加工内外法兰端面时,将端面与绳槽相关尺寸转换为端面与出绳孔相关尺寸进行加工,来保证绳槽与内外法兰距离要求,同时出绳孔也可作为后续焊接楔套的工艺孔,辅助定位。
传统工艺方案
传统工艺方案为:先上镗床加工出卷筒体上出绳孔,以出绳孔为基准焊接内法兰及楔套,再上镗床以出绳孔为基准加工出内法兰孔及端面,内孔内装闷头,上车床两端顶闷头用中心孔定位,以出绳孔为起刀点加工卷筒体外圆绳槽及外法兰(见图2)定位止口,以止口定位,在卷筒体两端焊外法兰,内孔内装闷头,上车床两端顶闷头用中心孔定位,以出绳孔为基准加工外法兰端面。

图2 卷筒体绳槽及外法兰
制造问题分析
很长一段时间一直采用传统工艺对卷筒进行加工,一直能满足要求,但随着新产品的研发,产品结构有些改变,相应卷扬减速机选型更换,导致卷筒结构进行更改,由原来内法兰距离卷筒体两端尺寸为330mm,更改为内法兰距离卷筒体两端尺寸为106mm。继续按原加工工艺方案先加工内法兰内孔后再焊接外法兰,发现内孔超差。分析原因为此卷筒内法兰板端面距外法兰板端面距离较近,在焊接外法兰板时,焊接热影响区会引起已精加工内孔处变形,造成已精加工完成的内孔尺寸公差超差,严重影响卷筒制造精度。
工艺改进
(1)工艺改进难点 为了避免因焊接引起已精加工内孔尺寸超差,就必须先焊接外法兰,再进行卷筒内法兰内孔的加工,因为绳槽与内孔有同心度要求,而焊接外法兰之前因绳槽加工原因,必须先将绳槽加工到位,且因绳槽形状的原因,后续加工外法兰及内法兰内孔时无法用绳槽找正,会出现焊后加工内孔,没有内孔加工基准,容易引起内孔与绳槽不同心。
(2)以工装找正 为解决上述问题,在内法兰内孔内焊接工艺轴,在工艺轴上加工出中心孔,先加工绳槽和外法兰,再加工内法兰,后续加工绳槽时以工艺轴上的中心孔为基准,加工完焊接外法兰后,同样以工艺轴上的中心孔为基准,加工外法兰端面及外圆,后续加工内法兰内孔时,将工艺轴割掉后,以外法兰外圆及端面为基准,加工内法兰内孔及螺栓孔,达到基准统一,保证同心度,且可焊后加工内孔,保证加工精度。
(3)调整工艺流程 改进工艺方案为:先上镗床加工出卷筒体上出绳孔,以出绳孔为基准焊接内法兰及楔套,并在内法兰内孔中焊接工艺轴,上镗床在工艺轴上加工出工艺孔,上车床两端顶工艺轴上中心孔定位,以出绳孔为起刀点加工卷筒体外圆绳槽及外法兰定位止口,以止口定位,在卷筒体两端焊外法兰,上车床两端顶工艺轴上中心孔定位,以出绳孔为基准加工外法兰端面及外圆。筒体吊下机床转焊接,将工艺轴割掉,上镗床,将卷筒放置于机床旋转工作台上,用V形垫铁架装卷筒两外法兰,按已加工外法兰端面及外圆找正,压紧。加工内法兰内孔及螺纹孔(见图3)。

图3 加工内法兰内孔及螺纹孔
改进效果
1)按照改进工艺加工卷筒,检测内法兰内孔尺寸公差满足要求,保证了卷筒的制造精度,满足了产品使用性能要求,有效地控制了产品质量。
2)通过由闷头中心孔定位改为工艺轴中心孔定位,工装加工难度有所降低,工装材料等级有所降低,同时对于不同结构及尺寸的卷筒,工艺轴尺寸易于标准化、统一化,在工艺轴割下后也可以反复利用,节约了成本。
3)此次改进工艺的顺利实施,为加工各类型折线卷筒提供了成功经验,证明其是采用通用机械加工折线卷筒的有效工艺。
文章来源:金属加工
原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际金属加工工业展览会将延期举行。更多精彩论坛活动,欢迎登录官网 https://asiametal.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

致力打造亚洲金属加工技术装备市场的优质平台
欢迎莅临广州国际金属加工工业展览会!
主办单位官方微信

